近日,中冶南方連鑄成功簽訂金鼎七機七流160×160mm方坯鑄機改造項目。該項目采用單輥重壓下技術方案,僅用3臺拉矯機實現全鋼種壓下,為當前最具成本、效率競爭優勢的方坯壓下方案。
基于對單輥重壓下的創新認識,中冶南方連鑄創造性實踐并開發出減少拉矯機的技術方案,滿足壓下功能的同等條件下,減少拉矯機投入50%~80%,為存量鑄機高效化、品種化升級改造,推動鋼廠優特化轉型,打造了最經濟的技術方案和機型配置,并在方坯尤其是小方坯壓下技術領域,形成了遙遙領先的業績優勢。
什么是壓下技術?
壓下技術是改善鑄坯中心偏析、中心疏松和縮孔等內部質量缺陷的一種技術手段。延續傳統輕壓下理論,重壓下技術實踐采用“前期輕壓改善偏析,后期重壓改善疏松縮孔”的“輕、重結合”模式。
但在實際應用中,仍存在以下問題:一是裂紋難以避免,二是縮孔形成后難以消除,效果具有偶然性;三是增加了實施壓下的拉矯機數量,成本相應上升。
中冶南方連鑄堅持“以研發促工程、以工程支撐研發”路線,依托工程項目持續開展單輥重壓下工程試驗,在掃除重壓下觀念和實踐誤區方面實現了先人一步。
首創性提出在連鑄坯凝固的關鍵區域進行足量的單輥壓下,是實現重壓下的最優方式,并從理論和實踐上給出獲得“單輥重壓下關鍵凝固區域”的具體方法,為連鑄生產提質提效開辟了新賽道:
相對傳統壓下方式,拉矯機數量從7~9臺減少為3~5臺,設備布置更優,技術方案更靈活。
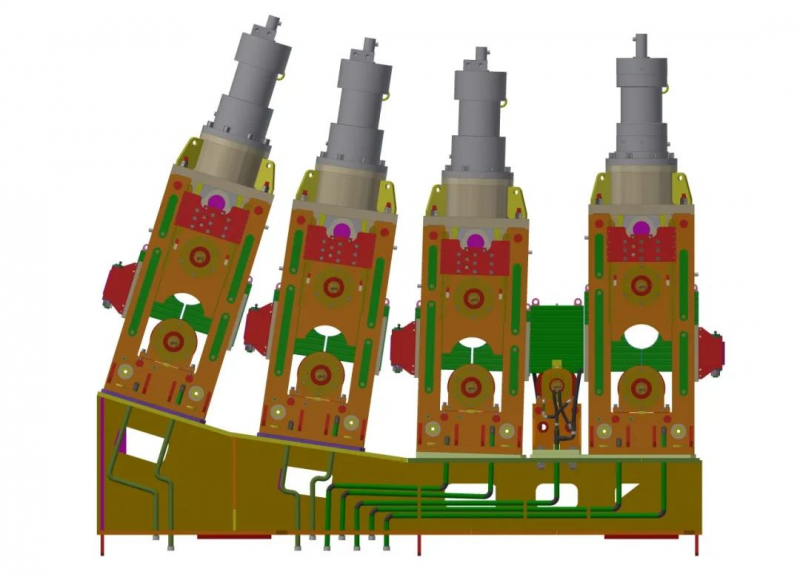
拉矯機總布置
創新性開發出具有完全自主知識產權的集成高效全鋼種小方坯連鑄機,實現小方坯鑄機減流提速和高效低成本生產。常州中天改造項目達成160×160mm小方坯品種鋼、高碳鋼3.5m/min生產拉速目標,具有戰略性意義。
單輥重壓下技術自2011年首次應用于河鋼宣鋼以來,已先后成熟應用于寶武(馬鋼、韶鋼、新鋼)、柳鋼、鞍鋼、本鋼、淮鋼特鋼、中天鋼鐵等11臺鑄機,在實現方坯高碳鋼等高效化的同時,有效保證了不銹鋼、彈簧鋼等品種鋼的芯部質量。
未來,中冶南方連鑄將繼續在連鑄領域持續深耕,加快以新技術培育和發展新質生產力,向高效化、綠色化、智能化、品質化要效益,助力鋼鐵企業闊步邁向高質量發展之路。













共0條 [查看全部] 網友評論