設備各個軸完成自身動作必須夠快才能提升生產效率,而這得通過提高伺服的增益和響應速度來實現。
但矛盾的是,伺服響應速度提升后,機械整體的振動就很容易影響到產品質量和機械壽命。
新課題:
如何讓生產效率、生產質量和保障機械壽命,三者同時實現?

富士電機解決方案
在不降低伺服響應的前提下,我們可以通過減振控制來實現設備的穩定運行。
為此,富士電機推出全新伺服系統Alpha7S:

新產品的推出意味著全新解決方案的誕生。
Alpha7S將如何幫助我們解決生產過程中實際發生的問題、為我們的生產活動提供支援?
01、減振控制
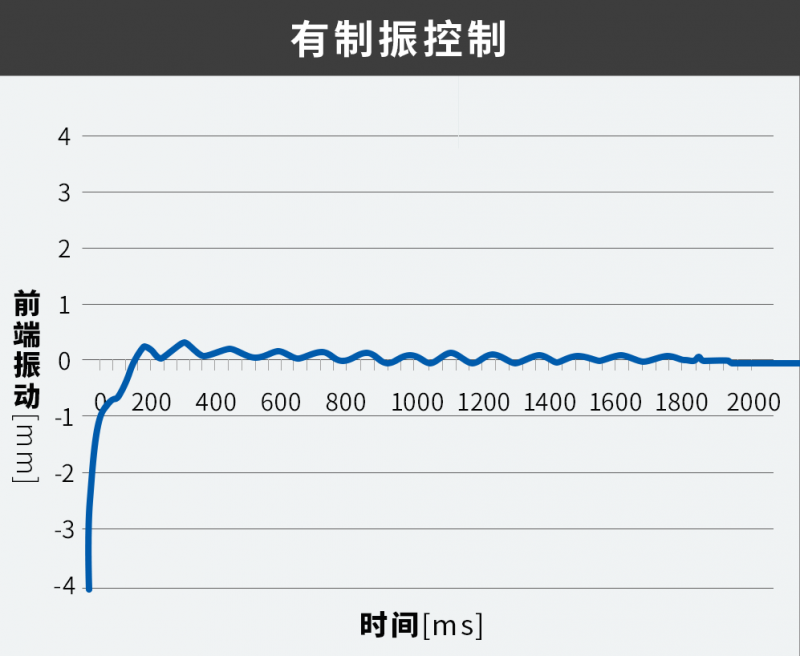
Alpha7S搭載了減振控制系統,它能抑制裝置前端振動。
通過減振算法,在不影響動作效率的前提下,讓裝置停得更平穩。
無圖無真相,來一組繞線機使用Alpha7S前后的波峰對比。
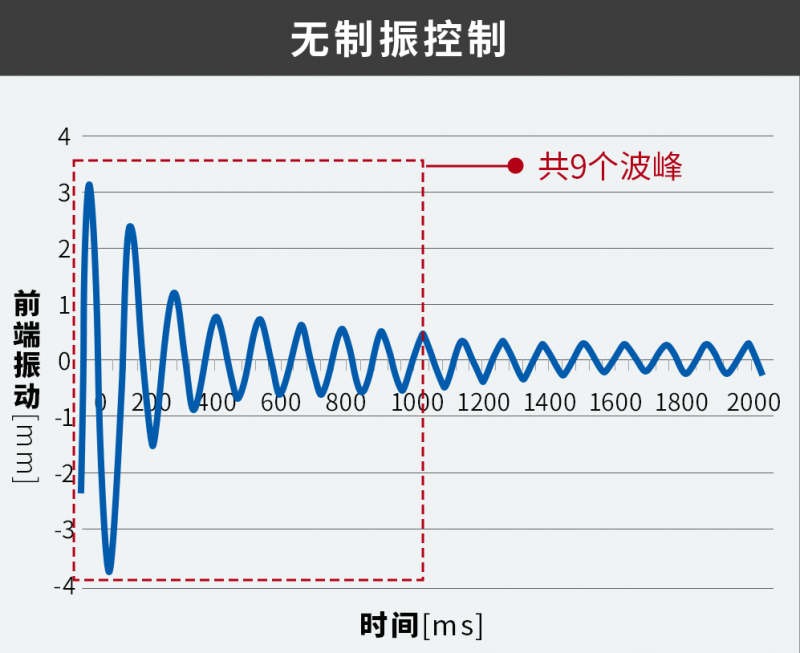
使用Alpha7S前:波峰崎嶇。

使用Alpha7S后:設備振動曲線得到平緩,波峰大幅降低。
上述這組數據在實際情況下又有多大差別呢?來看組視頻對比:
再來2組實機對比。
在每組前半可以看到,由于內部機械的加速和停止,導致設備外部結構晃動,長久下來會振壞相關零件。
而在后半對比中,由于加入減振控制,在減小電子部件裝置前端振動后,實裝加速直接帶動提升生產率。
02、參數設定

那么,設定時該輸入多少赫茲?我們該如何得出振動頻率?
03、振動頻率確認方法
方法1
如果振動可以被反饋到伺服波形上,那么可通過伺服軟件得到振動數值。具體方法是觀察1000mm中的震蕩次數來確認振動頻率.
以下圖為例,1000mm中波峰共出現9次,所以PA1_78可設定為9Hz,然后根據效果做微調。
方法2
如果是無法從波形確認的機械振動,就需要使用高精度激光干涉儀等相關設備測量機械振動頻率。













共0條 [查看全部] 網友評論